Как выбрать идеальную мебель для своей квартиры? Ответы здесь!
Артис-мебель: предложения наших партнеров
| столовые | |||||||||||||||
| Theca | |||||||||||||||
| |||||||||||||||
Смотрите также:
Возможно, Артис-мебель: предложения наших партнеров и другие предметы мебели интересуют Вас потому, что Вы планируете обновление интерьера? Тогда вот Вам одна из наших полезных рекомендаций на случай ремонта:
Время работы: 10.00 - 20.00
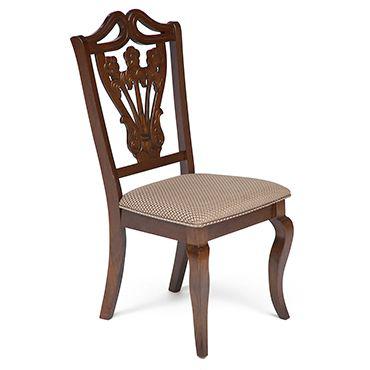 Стулья/Кухонные стулья / TetChair / Стул с мягким сиденьем Медеа (Medea)
Стулья/Кухонные стулья / TetChair / Стул с мягким сиденьем Медеа (Medea)Эксклюзивная обеденная коллекция!Ручное исполнение узора делает модель поистине уникальной и придает дополнительной изящности. Данная модель помимо эстетических и практических качеств, отличается еще и прочностью. Стул прослужит Вам долгие годы, не требуя особого ухода.
 Дом и дача/Мебель/Столы и стулья/Столы и столики/Столы/Кухонные и обеденные/Деревянные столы / Виста / Стол Виста
Дом и дача/Мебель/Столы и стулья/Столы и столики/Столы/Кухонные и обеденные/Деревянные столы / Виста / Стол ВистаВиста: Стол Виста. Коллекция 2026 года.
отзывы
Оставить отзыв (facebook):Оставить отзыв (ВКонтакте):