Как выбрать идеальную мебель для своей квартиры? Ответы здесь!
Дом и дача/Освещение/Новый Год/Праздничный стол/Светильники для кухни / TopLight / Подвесной светильник Cassandra TL4320D-01AB

TopLight: Подвесной светильник Cassandra TL4320D-01AB. Коллекция 2026 года.
Вес: 0.8
Производитель: TopLight
Смотрите также:
Возможно, Дом и дача/Освещение/Новый Год/Праздничный стол/Светильники для кухни / TopLight / Подвесной светильник Cassandra TL4320D-01AB и другие предметы мебели интересуют Вас потому, что Вы планируете обновление интерьера? Тогда вот Вам одна из наших полезных рекомендаций на случай ремонта:
Время работы: 10.00 - 20.00
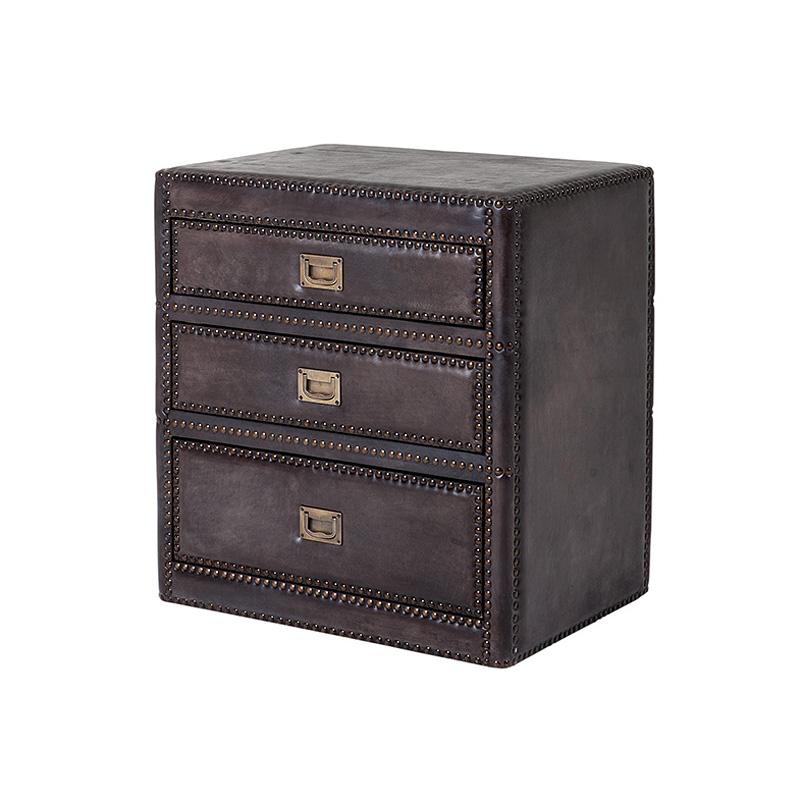 Мебель/Мебель для дома/Тумбы/Прикроватные тумбы / Eichholtz / Комод Flemming
Мебель/Мебель для дома/Тумбы/Прикроватные тумбы / Eichholtz / Комод FlemmingEichholtz: Комод Flemming. Коллекция 2026 года.
 Дом и дача/Мебель/Мебель/Корпусная мебель/Комоды и Тумбы/Комоды / Advesta / Комод Sport
Дом и дача/Мебель/Мебель/Корпусная мебель/Комоды и Тумбы/Комоды / Advesta / Комод SportAdvesta: Комод Sport. Коллекция 2026 года.