Как выбрать идеальную мебель для своей квартиры? Ответы здесь!
Дом и дача/Мебель/Шкафы, комоды, полки/Шкафы/Мебель для спальни/Шкафы, тумбы и комоды/Шкафы / Компасс / Шкаф Компасс

Компасс: Шкаф Компасс. Коллекция 2026 года.
Ширина см:110|Глубина см:55|Высота см:200,5|Тип дверей:распашные|Угол:прямой|Материал каркаса:ЛДСП|Материал фасада:МДФ|Тип поверхности:текстурная|Количество дверей:2|Наличие полок:да|Наличие зеркала на фасаде:не предусмотрено
Производитель: Компасс
Смотрите также:
Возможно, Дом и дача/Мебель/Шкафы, комоды, полки/Шкафы/Мебель для спальни/Шкафы, тумбы и комоды/Шкафы / Компасс / Шкаф Компасс и другие предметы мебели интересуют Вас потому, что Вы планируете обновление интерьера? Тогда вот Вам одна из наших полезных рекомендаций на случай ремонта:
Время работы: 10.00 - 20.00
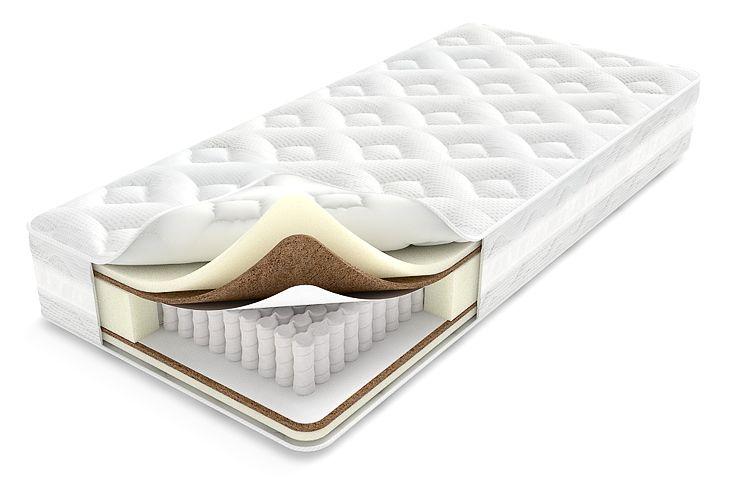 Дом и дача/Мебель/Мебель для спальни/Матрасы/Матрасы / Ангстрем / Матрас Golden soft Z1000 (900х2000 мм) Ангстрем
Дом и дача/Мебель/Мебель для спальни/Матрасы/Матрасы / Ангстрем / Матрас Golden soft Z1000 (900х2000 мм) Ангстрем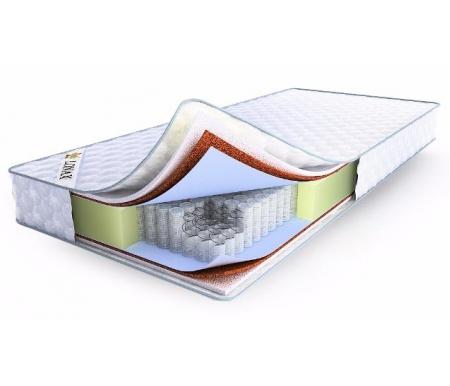 Дом и дача/Мебель/Мебель для спальни/Матрасы/Мебель для спальни/Матрасы, подушки/Матрасы / Лонакс / Матрас Лонакс
Дом и дача/Мебель/Мебель для спальни/Матрасы/Мебель для спальни/Матрасы, подушки/Матрасы / Лонакс / Матрас ЛонаксЛонакс: покупать Матрас Лонакс недорого и с гарантией качества лучше всего именно сейчас!
отзывы
Оставить отзыв (facebook):Оставить отзыв (ВКонтакте):